 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


İki Vintli Ekstruziya Prosesinin Səmərəliliyini ikiqat artırmaq üçün Temperatur Nəzarətinin Optimallaşdırılması
Ningbo Fangli Technology Co., Ltd.amexaniki avadanlıq istehsalçısı30 ildən artıq təcrübə iləplastik boru ekstruziya avadanlığı, yeni ətraf mühitin mühafizəsi və yeni materiallar avadanlığı. Yarandığı gündən etibarən Fangli istifadəçi tələbləri əsasında hazırlanmışdır. Davamlı təkmilləşdirmə, əsas texnologiya üzərində müstəqil R&D və qabaqcıl texnologiyanın həzm edilməsi və mənimsənilməsi və digər vasitələrlə biz inkişaf etmişikPVC boru ekstruziya xətti, PP-R boru ekstruziya xətti, PE su təchizatı / qaz borularının ekstruziya xətti, Çin Tikinti Nazirliyi tərəfindən idxal olunan məhsulları əvəz etmək tövsiyə edildi. Biz "Zhejiang əyalətində birinci dərəcəli brend" adını qazandıq.
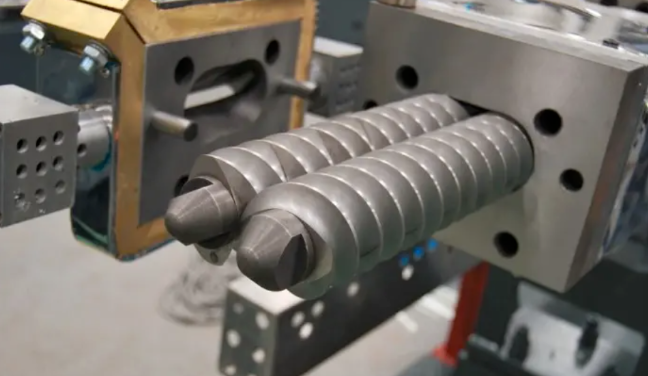
İki vintli ekstruziya polimer emalında əsas proseslərdən biridir. Onun stabil işləməsi və son məhsulun keyfiyyəti çox dərəcədə dəqiq proses nəzarətindən asılıdır, temperatur nəzarəti onun əsasını təşkil edir.
Avadanlıq modellərinin mürəkkəbliyi, vida konfiqurasiyası və material müxtəlifliyi səbəbindən optimal proses parametrləri çox vaxt uzunmüddətli təcrübə və toplanmış təcrübədən əldə edilir. Aşağıda iki vintli ekstruziya prosesində temperaturla əlaqəli bir neçə əsas amil haqqında qısa məlumat verilir.
01 Ekstruziya prosesinin temperaturu
Ekstruziya prosesinin temperaturunu dizayn edərkən bir çox amillər nəzərə alınmalıdır. Əsas diqqət material komponentləri arasında ən yüksək ərimə nöqtəsidir. Məsələn, polipropilen masterbatchində polipropilen daşıyıcısı 170°C-də ən yüksək ərimə nöqtəsinə malikdir, buna görə də hər zona üçün proses temperaturları 170°C ətrafında müəyyən edilir. Əlbəttə ki, bu, istilik üsulundan asılı olaraq dəyişə bilər; temperaturlar müqavimət isitmə və elektromaqnit induksiya qızdırma arasında fərqlənir, sonuncu adətən daha aşağı olur.
İkincisi, proses temperaturu avadanlıq ölçüsü və istehsal sürəti ilə bağlıdır. Daha yüksək məhsuldarlıq materialı yumşaltmaq və əritmək üçün daha çox istilik tələb edir, daha yüksək proses temperaturu tələb olunur. Temperatur, həmçinin daşıma və kəsmə ehtiyaclarına əsaslanaraq seqment olaraq nəzərdə tutulmuşdur. Yüksək temperatur materialın özlülüyünü və kəsmə qüvvəsini azaldır, aşağı temperatur isə özlülük və kəsmə qüvvəsini artırır. Proses temperaturuna düzəlişlər materialın özlülük kimi digər fiziki xüsusiyyətlərini də nəzərə almalıdır.
02 Qidalanma Boğazının Temperaturu
Yem boğazının temperaturunu təyin etmək üçün əsas şey materialın vintə yapışmasının qarşısını almaqdır ki, bu da normal qidalanmaya mane olur. Materialın kəsilmə dispersiyasına görə erkən əriməsinə imkan vermək üçün qidalanma boğazının temperaturu yapışmaya səbəb olmadan daşıyıcının ərimə nöqtəsinə mümkün qədər yaxın olmalıdır. Bəzi formulalarda aşağı ərimə nöqtəsi olan əlavələr çox az miqdarda olur. Onlar ərisələr də, ümumi materialın daşınmasına əhəmiyyətli dərəcədə təsir göstərmirlər, buna görə də onların proses temperaturuna təsiri minimaldır.
Bununla belə, bəzi formulalar çoxlu aşağı molekulyar çəkili materiallardan ibarətdir. Yüngül yüksəlmiş temperaturlar aşağı axın istilik zonalarından vida vasitəsilə ötürülən istiliklə birlikdə bu materialların qidalanma boğazında vaxtından əvvəl əriməsinə səbəb ola bilər ki, bu da materialın yapışmasına və qidalanmanın pozulmasına səbəb ola bilər. Buna görə işə başlamazdan əvvəl istilik zamanı qidalanma zonası aşağı temperaturda saxlanılmalıdır. Bu aşağı temperaturu saxlamaq üçün soyutma aktivləşdirilməlidir. Əks halda, işə salındıqdan sonra vida sürüşməsi və qidalanma problemləri yarana bilər. Başlanğıcda anormallıqların qarşısını almaq üçün əvvəlcə temperaturu şərti olaraq təyin etmək və işə başladıqdan sonra qidalanma zonasının temperaturunu azaltmaq daha yaxşıdır.
03 Vent Port Temperaturu
Havalandırma limanının temperaturu ümumiyyətlə müvafiq şəkildə azaldılmalıdır. Nəzəri olaraq, ərimənin asanlıqla xaricə axmasının və ventilyasiya kanalının axmasına səbəb olmasının qarşısını almaq üçün havalandırmadan əvvəl və sonra həm zonanın temperaturları tənzimlənməlidir. Bu tənzimləmə materialın asanlıqla irəliyə axmasını təmin edir, lakin yuxarıya doğru axmaqda çətinlik çəkir. Bununla belə, sabit, sürətli axın, yaxşı dispersiya və aşağı ərimə təzyiqi şəraitində havalandırma deliklərinin temperaturuna xüsusi düzəlişlər etmək lazım olmaya bilər. Nəticə etibarilə, bir çox operator bu parametrə çox diqqət yetirmir.
04 Qarışdırma bölməsinin temperaturu
Qarışdırma bölməsi iki vintli masterbatch istehsalında vacib sahədir. Onun temperatur nəzarəti kəsmə qüvvəsi tələbləri ilə bağlıdır. Onun əsas funksiyası piqmentlərin kəsici dispersiyasıdır və kəsmə qüvvəsi temperaturla sıx bağlıdır: həddindən artıq yüksək temperatur ərimənin özlülüyünü və kəsmə qüvvəsini azaldır. Müvafiq olaraq aşağı temperatur özlülüyü artırır, nəticədə daha yaxşı kəsmə dispersiyasına səbəb olur. Kəsmə qüvvəsinin böyüklüyü çox vaxt əsas mühərrik cərəyanına birbaşa təsir göstərir. Buna görə də, təcrübəli operatorlar əsas mühərrik cərəyanındakı dəyişikliklər əsasında bu zonada prosesin temperaturunu tənzimləyirlər.
05 Die HeadTemperatur
Kalıp başlığının temperaturu dizaynı: Ərinmə kalıp başlığına daxil olduqda və qranullaşma üçün ekstrüde edilmək üzrə olduğu zaman (istər zəncirləmə, su halqası, istərsə də sualtı qranullaşma yolu ilə) temperaturu ümumiyyətlə müvafiq şəkildə azaltmaq lazımdır. Sınaq, barel içərisində ərimə temperaturundan fərqini qeyd edərək, ekstrüdat temperaturunu təyin edə bilər. Bundan əlavə, ekran dəyişdiricisi ilə təchiz olunarsa, ekran dəyişdirmə prosesinin müddəti və müvəffəqiyyəti çox vaxt özlülük və ərimə axını sürəti ilə əlaqələndirilir, bu da kalıp başlığının temperaturunu tənzimləməklə idarə oluna bilər.

Temperaturdan kənar digər təsir edən amillər
06 Feder Sürətinə Nəzarət
Qidalandırıcının sürətinə nəzarət çıxışa birbaşa təsir göstərir. Stabil istehsal zamanı ekstruziya sürəti yem sürətinə bərabərdir. Qidalanma sürətinin dəyişdirilməsi çıxışı dəyişir və eyni zamanda prosesə təsir edir. Qidalanma sürətinin artırılması vidaya daha çox material əlavə edərək, prosesin temperaturunu effektiv şəkildə aşağı salır; əksinə, qidalandırıcı sürətin azaldılması prosesin temperaturunu effektiv şəkildə artırır. Qidalanma sürətindəki dəyişikliklər məhsulun dispersiya keyfiyyətinə də təsir edir. Buna görə də, həm sabit masterbatch istehsal prosesini, həm də son məhsulun keyfiyyətini təmin etmək məqsədi ilə qidalandırıcı sürətinə düzəlişlər hərtərəfli nəzərə alınmalıdır.
07 Əsas Vida Sürəti
Əsas vida sürəti vintlərin fırlanma sürətidir. Daimi qidalanma sürəti ilə əsas vida sürətindəki dəyişiklik tədricən normala qayıtmazdan əvvəl ekstruziya sürətinə yalnız bir anlıq təsir göstərir. Vida sürətinin əsas rolu məhsulun keyfiyyətinə nəzarət etmək üçün digər vacib amil olan kəsmə dispersiyasındadır. Bu, temperatur və kəsmə sürəti arasında koordinasiya tələb edir. Bəzi məhsullar yüksək vida sürətini tələb edən yüksək kəsmə tələb edir. Digərləri daha aşağı sürət tələb edən aşağı kəsmə tələb edir - əlbəttə ki, aşağı kəsilməyə nail olmaq proses temperaturuna düzəlişləri də əhatə edə bilər. Hər bir maşının maksimum sürət həddi var, buna müvafiq təhlükəsizlik marjası ilə riayət edilməlidir.
08 Ərimə təzyiqi
Ərimə təzyiqi ümumiyyətlə 1 MPa-dan aşağı saxlanılır. Bu, ekran paketinin mesh ölçüsü, piqment dispersiyasının effektivliyi, ərimə temperaturu və özlülük ilə bağlıdır. Daha kiçik ekran mesh, zəif piqment dispersiya və aşağı ərimə özlülüyü yüksək təzyiqə səbəb olur; əksinə, təzyiq aşağıdır. Ərimə təzyiqi bir çox amillərin hərtərəfli əksidir; yalnız ona əsaslanan bəsit və ya ixtiyari mühakimələrdən çəkinin. Bununla belə, o, prosesi tənzimləmək və məhsulun dispersiya vəziyyətini izləmək üçün faydalı istinad kimi xidmət edə bilər.
09 Ekran Paketinin Konfiqurasiyası və Dəyişdirilməsi
Ekran paketləri filtrasiya və ərimənin geri axınına səbəb olaraq kəsilmənin artırılması kimi funksiyaları yerinə yetirir. Onlar xüsusi məhsul və keyfiyyət tələblərinə uyğun olaraq ağlabatan şəkildə konfiqurasiya edilməli və dəyişdirilməlidir.
10 Ətraf mühitə diqqətİki vintli ekstruderlər
İki vintli ekstruderlər üçün əsas ətraf mühit problemləri bunlardır: birincisi, yem boğazında toz; ikincisi, havalandırma deliklərindən və kalıp başlığından çıxan qazlar; üçüncüsü, soyuducu suyun təmizlənməsi. Düzgün atılmaq üçün bunların hərtərəfli tutulması, süzülməsi və toplanması üçün səy göstərilməlidir.

Xülasə, temperatur bütün cüt vintli ekstruziya prosesindən keçən əsas dəyişəndir. O, qidalanma sürəti, vida sürəti və təzyiq kimi parametrlərlə sıx bağlıdır və materialın əriməsi, daşınması, dağılması, havalandırılması və son formalaşdırılmasını birlikdə müəyyən edir. Stabil, yüksək keyfiyyətli ekstruziya prosesi temperatur sisteminin dəqiq və vahid nəzarətinə əsaslanır.
Əlavə məlumat lazımdırsa,Ningbo Fangli Technology Co., Ltd.sorğunuzu alqışlayır. Biz peşəkar texniki rəhbərlik və ya avadanlıqların satın alınması ilə bağlı təkliflər verəcəyik.
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti