 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Boruların ekstruziya prosesinə giriş, avadanlıq, keyfiyyət qüsurları və s.
Ningbo Fangli Technology Co., Ltd.amexaniki avadanlıq istehsalçısı30 ildən artıq təcrübə iləplastik boru ekstruziya avadanlığı,yeni ətraf mühitin mühafizəsi və yeni materiallar avadanlığı.Yarandığı gündən etibarən Fangli istifadəçi tələbləri əsasında hazırlanmışdır. Davamlı təkmilləşdirmə, əsas texnologiya üzərində müstəqil R&D və qabaqcıl texnologiyanın həzm edilməsi və mənimsənilməsi və digər vasitələrlə biz inkişaf etmişikPVC boru ekstruziya xətti,PP-R boru ekstruziya xətti, PE su təchizatı / qaz borularının ekstruziya xətti, Çin Tikinti Nazirliyi tərəfindən idxal olunan məhsulları əvəz etmək tövsiyə edildi. Biz "Zhejiang əyalətində birinci dərəcəli brend" adını qazandıq.
I. Proses axını
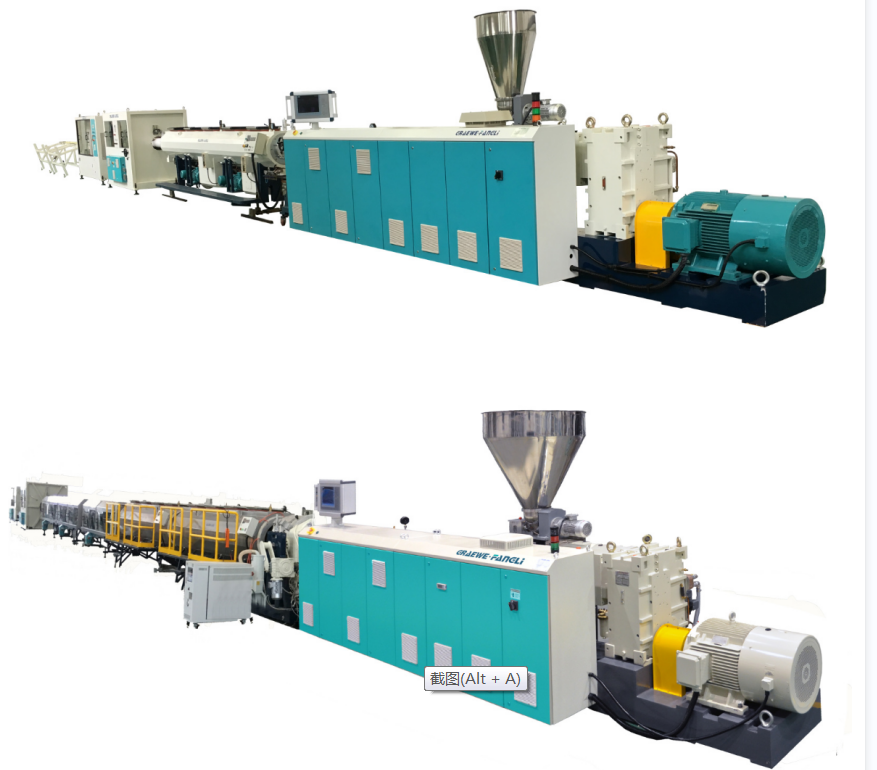
Hazırda PVC və PO borular həm yerli, həm də beynəlxalq səviyyədə ən yüksək həcmli məhsullardır.Şəkil 1poliolefin (PO) borular üçün istehsal prosesinin axını diaqramını göstərir. Plastik bir boru parizonunu çıxararaq, vahid plastikləşdirilmiş ərimə şəklində vint vasitəsilə həlqəvi boşluğa (2) verilir. Bu, dərhal soyutma və ölçü üçün kalibrləmə qurğusuna (3) daxil olur, sonra soyutma çənində (4) daha kifayət qədər soyudulur. Boru tənzimlənən tərəfindən sabit sürətlə çıxarılırdaşıma vahidi(6)və nəhayət kəsici (7) ilə müəyyən edilmiş uzunluqlara kəsin. Diametrləri 160 mm-dən aşağı olan nazik divarlı borular sarıcı (9) vasitəsilə rulonlarda bükülə bilər.

Şəkil 1 PO Boru İstehsalı Proses axınının sxematik diaqramı
1---Ekstruder; 2---BoruÖl; 3---Kalibrləmə Qolu;
4---Vakuum Kalibrləmə Soyutma; 5---Soyutma tankı;
6---Yükləmə vahidi; 7---Kesici;
8---Printer; 9---Qalxan
II. Proses və Avadanlıq
PO boru istehsalı üçün, ayüksək səmərəli tək vintli ekstruderseçilməlidir. Qidalanma zonasında eksenel yivli bir barel istifadə olunur. Vida uzunluğu-diametri (L/D) nisbəti 30-33:1-dir. Vida strukturu müxtəlif dərinlik və addımlarla iki mərhələli dizayndır: qidalanma bölməsindəki addım vida diametrindən azdır, ərimə və homogenləşdirmə bölmələrində isə vida diametrindən böyükdür. Qarışdırma səmərəliliyini artırmaq üçün bəzi vintlər əlavə qarışdırma başlığı elementləri ilə təchiz edilmişdir. Bu tip tək vintli ekstruder nisbətən yüksək məhsuldarlıq və yaxşı plastikləşmə təklif edir. Məsələn, 90 mm vida diametrinə malik tək vintli ekstruder 600 kq/saatdan çox məhsul əldə edə bilər. Bundan əlavə, kalsium karbonat, barium sulfat, ağac unu və ya şüşə lifləri ilə doldurulmuş PO boruların istehsalı adətən birgə fırlanan iki vintli ekstruderlərdən istifadə edir.
PVC boruların istehsalı əsasən PO borularının istehsalına bənzəyir. Tez-tez istifadə olunan əks-fırlanan konusvari və yaparalel qoşa vintli ekstruderlər, quru qarışıq tozunun birbaşa ekstruziyasına imkan verir. Onların çıxışı kiçik diametrli borular üçün 10 kq/saatdan böyük diametrli borular üçün 1100 kq/saata qədərdir. Vida L/D nisbəti əvvəlki 18:1-dən 25:1-ə yüksəldi. Məsələn, aiki vintli ekstruder90 mm vida diametri ilə 300 kq/saatdan çox məhsul əldə edə bilər.
Şəkil 1-dən göründüyü kimi, boru ekstruziyasının aşağı axını avadanlığı əsasən soyuducu su anbarından,daşıma vahidi, kəsici, sarımçı, ya da boşaltma masası.
Boru kalibrləmə və soyutma qurğusundan çıxdıqda, otaq temperaturuna qədər tam soyudulmur. Əlavə soyudulmazsa, boru divarının radial istiqamətində mövcud olan temperatur qradiyenti temperaturun yüksəlməsi səbəbindən artıq bərkimiş xarici təbəqənin yenidən yumşalmasına və deformasiyaya səbəb ola bilər. Digər tərəfdən, boru həm də çəkmə, kəsmə və sarma avadanlığından gələn gərginliyə tab gətirməlidir. Buna görə, qalıq istilik çıxarılmalı, boru otaq temperaturuna qədər soyudulmalıdır. Soyutma üsullarına su banyosu və sprey soyutma daxildir. Su banyosunun soyuducu tankında suyun səviyyəsi borunu tamamilə suya batırmalıdır. Tank bir neçə hissəyə bölünür. Soyuducu suyun girişi sonuncu hissədə quraşdırılıb, su axını istiqamətinin borunun ekstruziya istiqamətinə zidd olmasına səbəb olur və soyutma temperaturu qradiyenti yaradır. Bu, boruların daha tədricən soyumasına və daxili gərginliyin azalmasına səbəb olur. Soyuducu su çəni ilə kalibrləmə/soyutma qurğusu arasındakı məsafə ümumi soyutma uzunluğunun onda birindən çox olmamalıdır; əks halda borunun xarici divarı ilə soyuducu su arasındakı temperatur fərqi həddindən artıq arta bilər. Su banyosu üsulu sadə olsa da, çəndəki yuxarı və aşağı su təbəqələri arasındakı temperatur fərqləri borunun qeyri-bərabər soyumasına və əyilməsinə səbəb ola bilər. Bundan əlavə, boruya təsir edən üzmə qüvvələri asanlıqla deformasiyaya səbəb ola bilər və bu üsulu böyük diametrli boruların soyudulması üçün xüsusilə yararsız edir.
-nin funksiyasıboru çəkmə qurğusuartıq ölçülü və soyudulmuş boruya müəyyən bir çəkmə sürəti və qüvvəsi təmin etmək, ölçü cihazının boru üzərində yaratdığı sürtünmə qüvvəsini aradan qaldırmaq və bununla da boruyu sabit sürətlə sarıcıya və ya boşaltma masasına çəkməkdir. Daşıma qurğusu boru istehsalı üçün aşağı axın avadanlığının əsas hissələrindən biridir və aşağıdakı tələblərə cavab verməlidir.
(1)Thedaşımasürət pilləsiz və hamar tənzimləmə qabiliyyətinə malik olmalıdır, sabit sürətin daşınmasını təmin etməlidir. Qeyri-sabit çəkmə sürəti borunun diametrinin dəyişməsinə səbəb olacaq. Çıxarma sürəti ekstruziya sürəti ilə sıx əlaqələndirilməlidir. Boru divarının qalınlığı daşınma sürətini tənzimləməklə tənzimlənir: aşağı çəkilmə sürəti daha qalın divarlara, daha sürətli sürət isə nazik divarlara səbəb olur. Düzgün yükləmə sürətinin seçilməsi məhsulun ölçülərinə uyğunluğunu təmin etmək üçün effektiv üsuldur. Müasir dizaynlar 30 m/dəq-ə qədər maksimum yükləmə sürətinə nail ola bilir.
(2)Sabitdaşımaqüvvə heç bir itələmə-çəkmə fenomeni olmadan saxlanılmalıdır, əks halda boruda səth dalğalanma qüsurlarına səbəb ola bilər. Kifayət qədər çəkmə qüvvəsi də tələb olunur. Tələb olunan çəkmə qüvvəsi təmas sahəsi və ölçü radial təzyiqi ilə artır. Kiçik və orta diametrli borular üçün çəkmə qüvvəsi ümumiyyətlə 100-600 N-dir; böyük diametrli borular üçün ümumiyyətlə 800-10.000 N-dir.
(3) sıxma qüvvəsidaşıma vahiditutucu tənzimlənən və səthi zədələnməyə və ya deformasiyaya səbəb olmadan müxtəlif diametrli boruları tuta bilən olmalıdır. Hal-hazırda tırtıl tipli tutuculardan geniş istifadə olunur. Bunlar borunun ətrafında bərabər şəkildə düzülmüş 2 ilə 12 yoldan ibarətdir. Yollar boruya radial təzyiq tətbiq edən ərazini artırmaq üçün əsasən konkav və ya bucaqlı müəyyən sayda rezin/plastik sıxma blokları ilə birləşdirilir. Sıxma qüvvəsinin tənzimlənməsi pnevmatik, hidravlik və ya aparıcı vintli qayka mexanizmləri vasitəsilə həyata keçirilir. Borunun diametri ilə izlərin sayı artır.
Boru müəyyən bir uzunluğa çəkildikdən sonra uzunluğa kəsilməlidir. Kesicilər müxtəlif növlərdə olur, boru diametri və divar qalınlığı, material növü, kəsmə uzunluğu, kəsmə keyfiyyəti, kəsmə forması və s. əsasında seçilir. Gilyotin tipli avtomatik kəsicilər və dairəvi radial mişarlar kiçik və orta diametrli boruların kəsilməsi üçün uyğundur; planetar avtomatik kəsicilər böyük diametrli borular üçün uyğundur. Kəsmə əmrini aldıqdan sonra kəsici boruyu sıxacla tutur və kəsmə hərəkətini tamamlayarkən borunun çəkilməsi istiqamətində hərəkət edir. Kəsdikdən sonra pnevmatik mexanizm onu yenidən sıfırlama vəziyyətinə qaytarır.
Bobin və tullantı masası. Yalnız əyilmə zamanı deformasiyaya uğramayan borular, avtomatik kəsmə və boşaltma ilə sarıcı istifadə edərək rulonlara sarılır. Sarma xətti sürəti ekstruziya sürəti ilə sinxronlaşdırılır və addımsız tənzimlənə bilər. Ekstruziya sürəti 2 m/dəqdən az olduqda, ümumiyyətlə, tək stansiyalı sarımçı istifadə olunur; ekstruziya sürəti 2 m/dəq-dən çox olduqda, iki stansiyalı və ya hətta çoxstansiyalı sarğıdan istifadə edilməlidir.
III. Boru qüsurlarına nəzarət üçün əsas amillər
Şəkil 1-də göstərilən proses axınının ardıcıllığına əsasən, keyfiyyət qüsurlarının aradan qaldırılması üçün əsas əlaqəli amillər aşağıda verilmişdir.
(1)Qidalanma bölməsi:Xammal forması; xammalın forması və ölçüsü; rəngləmə üsulu; qurutma üsulu; yenidən üyüdülmüş/təkrar emal edilmiş materialın qarışdırılması; aşqarların növləri və ölçüləri; bunker boğazının soyutma qabiliyyəti.
(2)Ekstruder: Vida diametri; vida L/D nisbəti; vida sıxılma nisbəti; vida quruluşunun növü; vida sürəti; havalandırma performansı; vida temperatur nəzarəti; barel isitmə və soyutma nəzarəti; ekstruder zonaları boyunca temperatur profilləri; ekstruder fırlanma anı; enerji istehlakı; adapter; ekran dəyişdiricisi üçün temperaturun seçilməsi və nəzarəti; ekran paketinin növü və spesifikasiyası.
(3)Öl:Die boşluğu; torpaq uzunluğu; kalıp quruluşunun növü; axın kanalının forması; ərimə paylanması; temperaturun tənzimlənməsi və tənzimlənməsi; baş təzyiqi; divar qalınlığına nəzarət.
(4) Kalibrləmə və Soyutma:Kalibrləmə üsulu; kalibrator ölçüləri; vakuum qutusu vakuum səviyyəsi və ya daxili təzyiq kalibrləmə borusu hava təzyiqi və uzunluğu; kalibrləmə sisteminin möhürlənməsi; kalibrləmə vaxtı; soyuducu suyun axını sürəti; soyuducu suyun temperaturu; soyutma üsulu.
(5)Soyuducu su anbarı:Soyutma üsulu; su borularının sxemi; soyuducu suyun axını sürəti; soyutma tankının uzunluğu; soyuducu suyun temperaturu; boru soyutma effektivliyi.
(6)Yükləmə vahidi: Yükləmə sürəti və nəzarəti; çəkmə qüvvəsinin kalibrlənməsi; sıxma qüvvəsi və nəzarət; treklərin sayı və effektiv uzunluq; səthin sərtliyi və sıxma bloklarının forması; təmas səthi.
(7) Kesici: kəsici növü; mişar bıçağının diş profili və materialı; sıfırlama mexanizmi; çiplərin toplanması və tozun təmizlənməsi; səs-küyə nəzarət; limit sisteminin qurulması; sıxma mexanizmi; sürücü sistemi və güc; avtomatik kəsmə hərəkəti sistemi.
(8)Boğaz və Dump Cədvəli: Gərginliyə nəzarət; uzunluqlu kəsim əmr sistemi; sarğı stansiyasının seçimi; sarım diametri; boşaltma hərəkəti göstəricisi; dolama xətti sürəti.
(9) Əlavə:Avtomatlaşdırılmış istehsal şərtləri:Divar qalınlığının ölçülməsi; xarici diametrə nəzarət; çəki ölçmə və istehsal statistikası; dişli ərimə nasosunun iş vəziyyəti; mərkəzləşdirmə sistemi.
Əlavə məlumat lazımdırsa,Ningbo Fangli Technology Co., Ltd.ətraflı sorğu üçün əlaqə saxlamağınızı alqışlayır, biz sizə peşəkar texniki rəhbərlik və ya avadanlığın satın alınması təklifləri ilə təmin edəcəyik.
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti