 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Boruların ekstruziya prosesi
Ninqbo Fangli Technology Co., Ltd. təxminən mexaniki avadanlıq istehsalçısıdır Plastik ekstruziya avadanlıqlarının 30 illik təcrübəsi, yeni ətraf mühit mühafizə və yeni materiallar avadanlığı. Burada hərtərəfli hazırlamışıq aşağıdakı kimi borunun ekstruziya emalı haqqında giriş:
Boru üçün boru və ya içi boş silindrdir mayenin daşınması. "Boru" və "boru" terminləri demək olar ki, bir-birini əvəz edir. "Boru" tez-tez xüsusi ölçülərə görə hazırlanır və daha spesifik ölçülərə və ola bilər tətbiqdən asılı olaraq boruya nisbətən toleranslar. "Boru" termini də ola bilər silindrik olmayan borulara (yəni kvadrat borular) tətbiq oluna bilər. Termin “Boru” ABŞ-da, “boru” isə dünyanın başqa yerlərində daha geniş istifadə olunur.
Boru standart boru ölçüsü ilə müəyyən edilə bilər Nominal Boru Ölçüsü (ABŞ-da) və ya nominal, kənarda və ya kimi təyinatlar daxili diametri və divar qalınlığı. Bir çox sənaye və dövlət standartları boru və boru istehsalı üçün mövcuddur.
Boruların əksəriyyəti ekstruziya yolu ilə hazırlanır, ekstruziya, kalıp, ölçü və ya kalibrləmə cihazının istiqamətinə uyğun olaraq çən, su soyutma çəni, konveyer və kəsici, lazım gələrsə və çıxarın xəttin sonunda avadanlıq. Xəttdə markalanma qurğusu və ya a sınaq cihazı. Əhəmiyyətli bir tələb ekstrüdatı kifayət qədər tez soyutmaqdır ölçüləri və xassələri nəzarətdə saxlayarkən kalıbın yanında.
Daxil olan proseslər müxtəlifdir ya sərbəst çəkilmiş ərimələr olan ölçüləri/ölçüləri idarə etmək üsulları (adətən kiçik diametrli borular üçün) və ya ölçü xüsusiyyətləri. Ümumi dəyəri boru istehsalına 80%-ə qədər material xərcləri daxil ola bilər. Məqsəd budur həmişə material istehlakını azaltmaq üçün daha sərt tolerantlıq nəzarəti əldə etmək. Müxtəlif dizaynlı ölçülü və/yaxud qalınlığı kalibrləyən disklərdən istifadə olunur.
Ərimə xüsusiyyətlərinin birləşməsi, dərəcəsi xəttin sürəti, daxili hava təzyiqi və soyutma sürəti təsir göstərir borunun ölçüsü. Kalıpdan suyun soyudulmasına ərinmə nisbəti nov birbaşa borunun son ölçüsü ilə bağlıdır. -dən asılı olaraq emal olunan plastiklər, nisbət 4/1 ilə 10/1 arasında dəyişir. Aşağı nisbətlərdən istifadə ilə bağlı problemlərə səbəb ola biləcək sıxılmış gərginlikləri minimuma endirməyə kömək edir daralma və gərginlik çatlaması.
xüsusiyyətlərindən asılı olaraq emal edilən plastiklər, sonra 24 saat ərzində büzülmə baş verə bilər emal xəttini tərk edir. Boru və ya boru da məruz qala bilər yumşalma və büzülmə dərəcəsinə təsir edə biləcək digər post şərtləri.
Boru və borunun müxtəlif yolları var hərəkət edən mayelər, qazlar, bərk maddələr və s. üçün istifadə olunan məhsullar. Onlar ola bilər bəzəklər, təhlükəsizlik dayaqları və s. təmin etmək üçün formalı.
Plastik emal xərclərini azaltmaq üçün addımlar borulara daxildir:
1) Xarici diametrini (OD) minimuma endirmək üçün işləyin və daxili diametr (ID) toleransları;
2) Boru keyfiyyətini və xüsusiyyətlərini yaxşılaşdırın inqrediyentlərin birləşmələri və istifadə edilən qarışdırma prosedurları ilə qazancları öyrənmək yolu ilə;
3) Başlama vasitəsi ilə quraşdırma vaxtını azaldın köməkçi vasitələr və avtomatlaşdırma sistemləri;
4) Elektrik enerjisinə qənaət inkişaf etdirin ekstruderin optimallaşdırılması ilə istehlak; və
5) Effektiv kalıplardan, soyuducu çənlərdən istifadə, dartıcılar və uçuş avadanlığı.
Dartıcıların tolerantlıq nəzarəti minimuma endirmək üçün vacibdir
OD və ID ölçüləri, xüsusən daha kiçik boru ölçüləri.
Çəkmə sürətində çox kiçik bir dəyişiklik ölçülərinə və plastik tullantılarına kəskin təsir göstərə bilər.
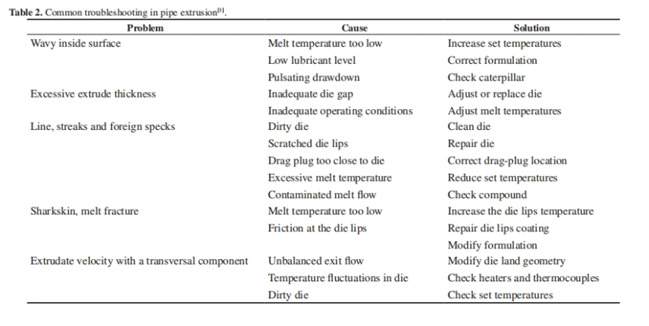
Aşağıdakı Cədvəl ən çox yayılmışları göstərir boru ekstruziyasında problemlərin aradan qaldırılması.
Yuxarıdakılar boru ekstruziyasına aiddir sizə kömək etmək ümidi ilə irəliləyiş. Lazım gələrsə, xoş gəlmisiniz Bizimlə əlaqə saxlayın.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti