 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ekstruder vidası tez-tez köhnəlir? Bu əsas səbəblər var!
Ningbo Fangli Technology Co., Ltd. təxminən 30 illik təcrübəyə malik mexaniki avadanlıq istehsalçısıdırplastik boru ekstruziya avadanlığı, yeni ətraf mühitin mühafizəsi və yeni materiallar avadanlığı. Yarandığı gündən etibarən Fangli istifadəçi tələbləri əsasında hazırlanmışdır. Davamlı təkmilləşdirmə, əsas texnologiya üzərində müstəqil R&D və qabaqcıl texnologiyanın həzm edilməsi və mənimsənilməsi və digər vasitələrlə biz inkişaf etmişikPVC boru ekstruziya xətti, PP-R boru ekstruziya xətti,PE su təchizatı / qaz borularının ekstruziya xətti, Çin Tikinti Nazirliyi tərəfindən idxal olunan məhsulları əvəz etmək tövsiyə edildi. Biz "Zhejiang əyalətində birinci dərəcəli brend" adını qazandıq.
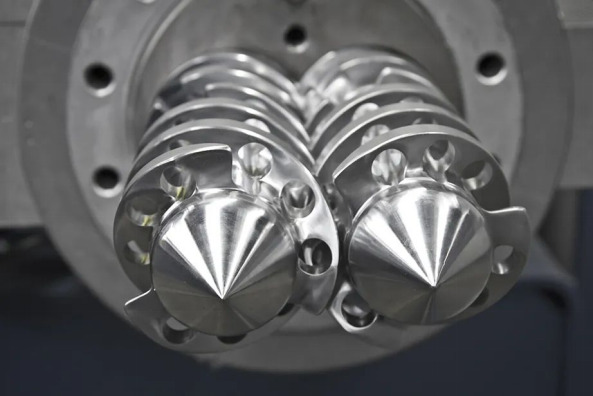
Vidaekstruderplastik formalaşdırma və qarışdırma modifikasiyasının əsas avadanlığıdır. Qarışıq modifikasiyasının faktiki istehsal prosesində, ekstruderin vidası sərt yüksək təzyiq və yüksək temperatur mühitindədir və böyük sürtünmə və kəsmə qüvvəsinə malikdir.
Xüsusi iş mühitinə görə, ekstruderin vidası metal və metal arasındakı ümumi sürtünmə deyil, metal və polimer arasındakı sürtünmədir. Buna görə də, vida səthinin aşınması çox vaxt ciddi olur.
Vidanın aşınması vida ilə barel arasındakı məsafəni artırır, vintin materiala sıxılmasına və kəsilməsinə təsir edir və məhsulun keyfiyyətinin aşağı düşməsinə səbəb olacaqdır. Digər tərəfdən, köhnəlmiş vintlərin tez-tez dəyişdirilməsi nəinki maya dəyərini artırır, həm də istehsal planını gecikdirir, nəticədə istehsalın səmərəliliyi azalır.
Ümumiyyətlə, vida uzun müddətli aşınmaya görə hurdaya məruz qalır və vida ilə barel arasındakı boşluq normal şəkildə ekstrüde etmək üçün çox böyükdür. Bununla belə, qeyri-düzgün dizayn və ya istismar nəticəsində yaranan iş gərginliyinin güc həddini aşdığı və zədələndiyi hallar da var. Aşağıda ekstruziya vidasının aşınma səbəbləri haqqında qısa məlumat verilmişdir:
1、Emal temperaturu
Hər bir plastik növü ideal plastikləşdirici emal temperatur diapazonuna malikdir. Barelin emal temperaturu onu bu temperatur intervalına yaxınlaşdırmaq üçün nəzarət edilməlidir. Bunkerdən çəlləyə plastik hissəciklər daxil olduqda, onlar ilk növbədə qidalanma bölməsinə çatacaq və qidalanma hissəsində quru sürtünmə qaçılmaz olaraq baş verəcəkdir. Bu plastiklər kifayət qədər qızdırılmadıqda və qeyri-bərabər əridikdə, barelin daxili divarında və vintin səthində artan aşınmaya səbəb olmaq asandır.
Eynilə, sıxılma bölməsində və homogenləşdirmə bölməsində, əgər plastikin ərimə vəziyyəti nizamsız və qeyri-bərabərdirsə, bu da sürətlənmiş aşınmaya səbəb olacaqdır.

2、sürət
Sürət düzgün tənzimlənməlidir. Çünki bəzi plastiklər şüşə lifi, minerallar və ya digər doldurucular kimi gücləndirici maddələrlə əlavə olunur. Bu maddələrin metal materiallar üzərində sürtünmə qüvvəsi çox vaxt ərimiş plastiklərin sürtünmə qüvvəsindən çox olur.
Yüksək fırlanma sürətindən istifadə edilərsə, plastik kəsmə qüvvəsini artırarkən möhkəmləndirilmiş lifi qoparmaq asandır. Yırtılmış lifin iti ucları var, bu da aşınma gücünü xeyli artırır. Qeyri-üzvi minerallar metal səthində yüksək sürətlə sürüşdükdə onların sıyrılma effekti az olmur. Buna görə də sürət çox yüksək tənzimlənməməlidir.

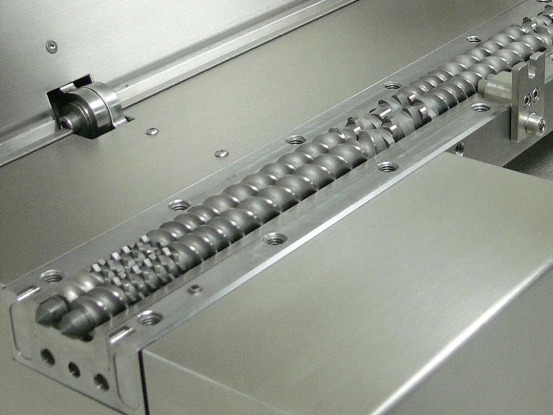
3、Vida və barel arasında boşluq
The screw rotates in the barrel, and the friction between the material and the two makes the working surface of the screw and the barrel gradually wear, the screw diameter gradually shrinks, and the inner hole diameter of the barrel gradually increases. In this way, the fit diameter gap between the screw and the barrel increases gradually with the gradual wear of the two.
Bununla belə, barelin qarşısındakı başlıq və paylayıcı lövhənin müqaviməti dəyişmədiyindən, bu, ekstrüde edilmiş materialın irəliyə doğru hərəkət etdiyi zaman sızma axını artırır, yəni materialın diametr boşluğundan qidalanma istiqamətinə axını. artır. Nəticədə plastik maşın istehsalı azaldı. Bu fenomen həm də materialların bareldə qalma müddətini artırır, nəticədə materialın parçalanması baş verir. PVC vəziyyətində, parçalanma nəticəsində yaranan hidrogen xlorid qazı vint və barelin korroziyasını gücləndirir.

4、Materialların qeyri-bərabər plastikləşməsi və ya metal yad maddələrin qarışdırılması
Material bərabər şəkildə plastikləşmədiyindən və ya materiala qarışmış metal yad cisimlər olduğundan, vintin fırlanma anı birdən artır, bu da vintin möhkəmlik həddini aşaraq vintin qırılmasına səbəb olur. Bu qeyri-ənənəvi qəza ziyanıdır.
Yuxarıda göstərilənlər vida aşınmasının ümumi səbəbləridir. Ümid edirəm ki, yuxarıdakı məzmun vasitəsilə biz ekstruziya vidasını daha yaxşı başa düşə bilərik.
Vintlərin aşınmasının azaldılması və vintin işləmə müddətinin uzadılması avadanlığın texniki xidmət xərclərini xeyli azaldacaq, məhsulun keyfiyyətini təmin edəcək və müəssisəyə daha yüksək iqtisadi səmərə verəcəkdir.
Əgər sizə daha çox məlumat lazımdırsa, Ningbo Fangli Technology Co., Ltd. ətraflı sorğu üçün əlaqə saxlamağınızı məmnuniyyətlə qarşılayır, biz sizə peşəkar texniki rəhbərlik və ya avadanlıqların satın alınması ilə bağlı təkliflər təqdim edəcəyik.
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti